我们为您呈现了一部精彩绝伦的临颍【当地】防撞护栏质量优选产品视频,让您感受产品的独特之处。
以下是:临颍临颍【当地】防撞护栏质量优选的图文介绍

内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。


立佳金属制品有限公司拥有专业的队伍,专业生产 镀锌喷塑防撞栏、,企业严把质量关,做到不合格不出厂。本公司始终恪守“诚信di yi、服务di yi”的经营理念,坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。 立佳金属制品有限公司始终让用户买得放心,用得称心。 全方位服务于客户—密切联络客户,建立信息反馈网络,满足客户的需求,服务全面跟进。



对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。


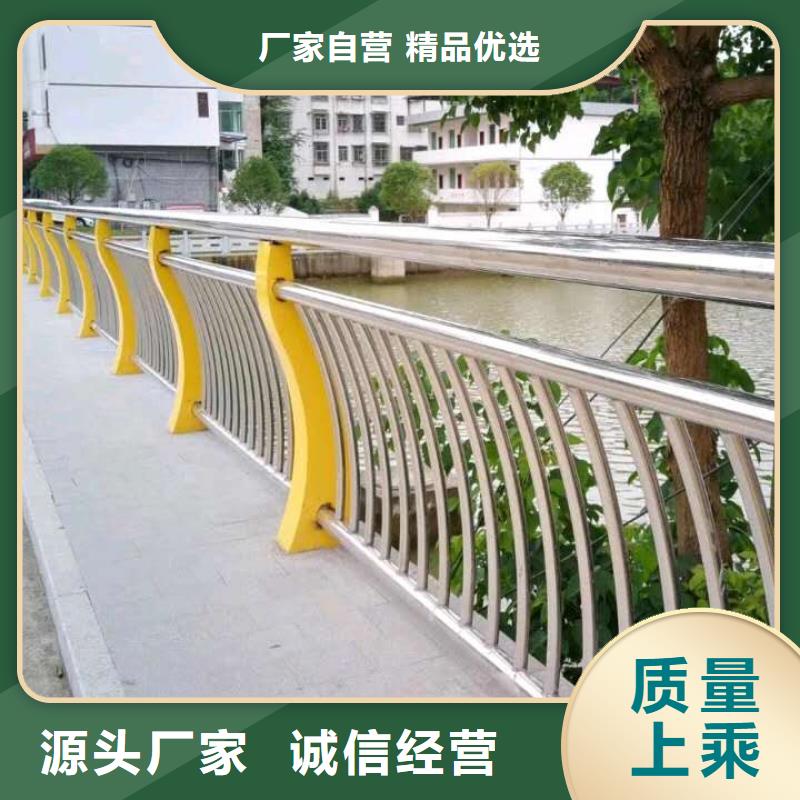
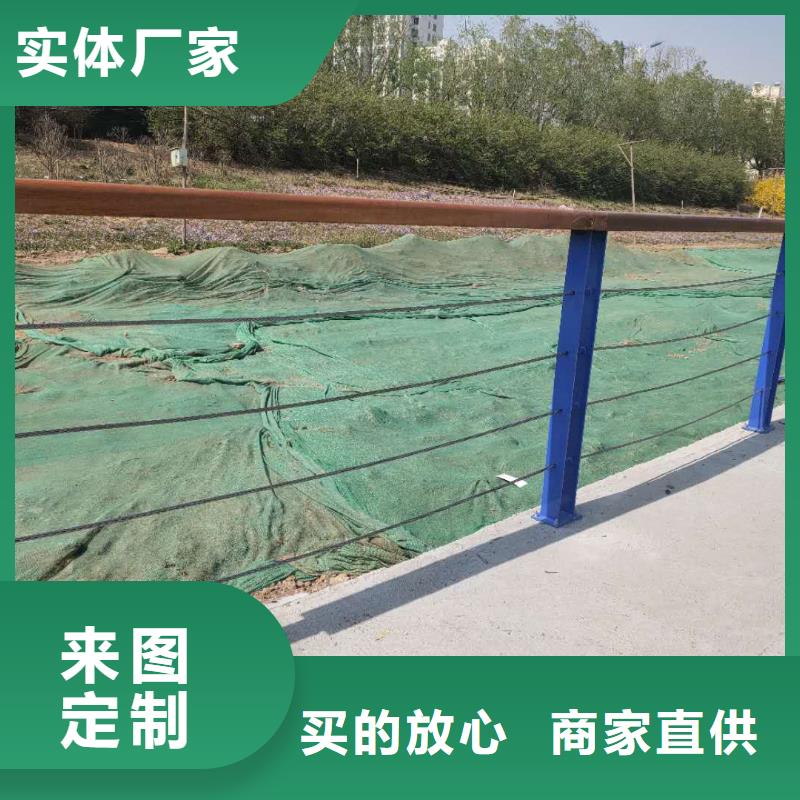
高品质公路护栏用钢待护栏作为高速公路的重要设施,其选材和结构设计直接影响到它所能够提供的保障程度。护栏的主要功能是防止车辆越出路外或穿越分隔带,从而降低事故发生的严重性,这就要求护栏具有足够的力学强度来抵挡车辆的碰撞,同时又能保护人员免受伤害。 近日,小编去上班途中发现,之前的一条大马路被公路护栏分隔成两条路,顿时间觉得马路窄了好多。们是怎么看待的。咱们一起去看看。j说:由于将道路护栏全部封闭,没有留掉头的出口,导致一直堵车,公路护栏之前有两个缺口,从来没有堵车过,现在反而要过红绿灯得等个十来分钟,给周边居民出行带来了很大的麻烦。 龙风09说:今天走了才发现这个地方原来的调头处被栏杆封死了,整条溪南南路没有一个调头的地方,让我们要往登高东路的车整么办,红绿灯路口也不能调头,本来不堵车的,被这样搞一次下,堵了有半个小时多啊。。还要绕行半天。 林教练说:不自觉才要这样的。掉头的必须不影响直行车流和后方车行驶,找个空当掉头pmrfes说:现在到处都一样,佳宝,西安南路,不过开车好开多了,不会有横穿。okijuh说:以前就是因为堵才把那段护拦拆了,现在又装上,又变堵了编后语:公路设置护栏,用以分离车辆上行和下行顺序行驶。







 扫一扫
扫一扫