以下是我们上传的《迁安》(本地)无缝钢管厚壁合金管好产品放心购视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。
以下是:迁安《迁安》(本地)无缝钢管厚壁合金管好产品放心购的图文介绍
无缝钢管厚壁合金管好产品放心购")
无缝钢管厚壁合金管好产品放心购")
企业文化是保持企业基业常青的根本。东环管业有限公司在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以追求完美永创佳绩为核心价值观的企业文化。公司成功探索、创造了利用引进技术与自我发展相结合的模式,以不畏艰险的开拓精神、令人瞩目的发展成就,把完美刻进了企业的历史进程。随着 精拉无缝钢管、市场环境的变化,追求完美更是公司坚定的信念、前进的动力。
无缝钢管厚壁合金管好产品放心购")
无缝钢管厚壁合金管好产品放心购")
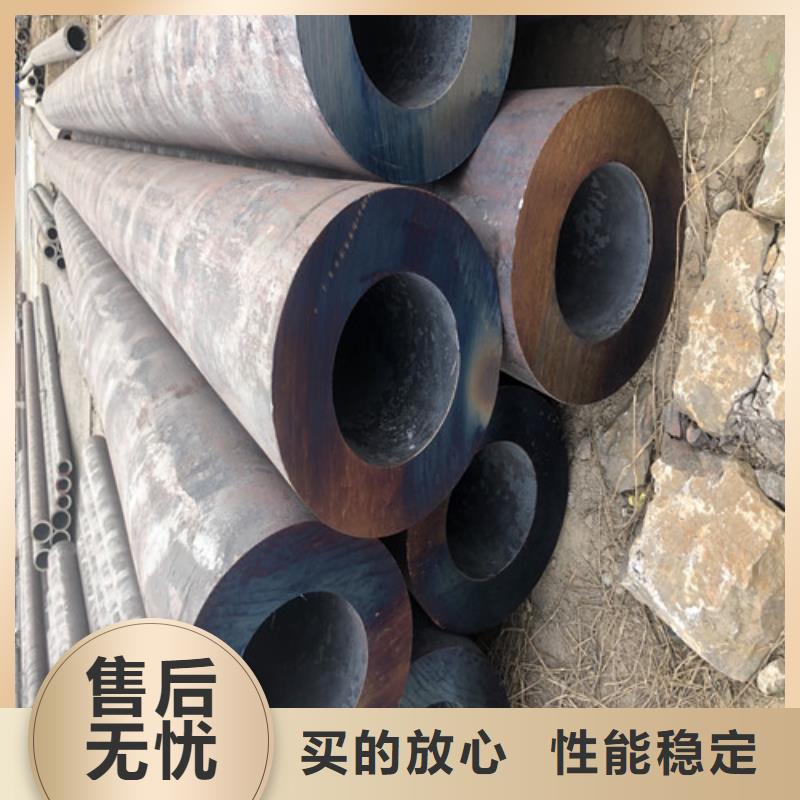
无缝钢管在钢管中的地位是比较高的,有着很多的比较大的因素,主要的使用量已经是占到了百分之九十以上,在各行业中都是应用到的。我国的无缝钢管厂家都是在广泛进行生产来的,截止目前我国每年的厂家的数量也是在不断地进行持续增加的,可见就是得益于无缝钢管的性质和生产条件进行决定的,常见的生产的工艺和流程比较复杂,具体的原因如下: 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
无缝钢管厚壁合金管好产品放心购")
无缝钢管厚壁合金管好产品放心购")
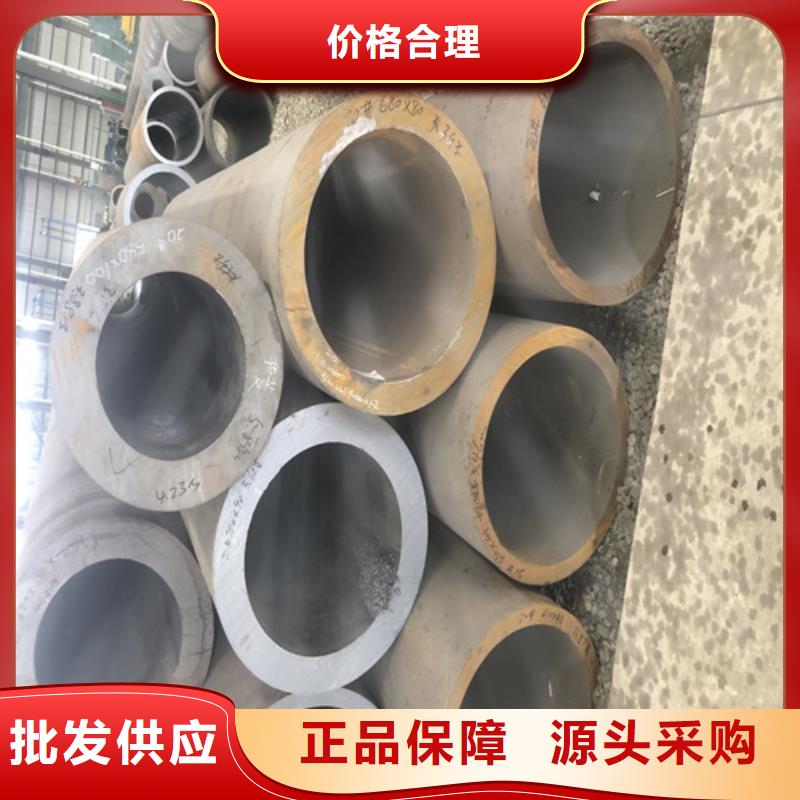
通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用材质。 首先来说20#和45#钢的c、Si、Mn、P、S含量不同,45要高于20#钢,你可以买本钢材只是手册看一下。20#钢淬透性、淬硬性低、塑性、韧性、焊接性好,热轧或正火后韧性更好,可制作不太重要的中、小型渗碳、碳氮共渗件、锻压件,如杠杆轴、变速箱变速叉、齿轮,重型机械拉杆、钩环等。45#钢是常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理,主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。 它们通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用钢管材质。 普通冷拔无缝钢管与精轧无缝钢管的区别在于 1、普通无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,适合用于机械加工,流体管道。 2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度,外表光亮,但 的一个缺点是不可以握弯,解决方法 退火但是退火后就不会发光了但是壁厚公差还可以保证。
无缝钢管厚壁合金管好产品放心购")
无缝钢管厚壁合金管好产品放心购")




 扫一扫
扫一扫